



In the world of machining and metal fabrication, the surface finish of parts plays a critical role in appearance and function. For a machine shop or metal fab shop, understanding what surface finish is and how we measure it is essential to working to customer specifications.
First What Is Surface Finish?
Surface finish references the texture or topography of a surface. Surface finish is determined by how the parts were made. It includes all the fine irregularities of the surface that come from the machining process. These include tool marks, material tears, ridges, or pits in the material (common in some castings). These irregularities have an effect on how parts fit with one another and how much and fast mating parts will wear in use.
In a metal fab shop / machine shop, obtaining the desired surface finish is crucial for ensuring that machined parts perform as intended. This is even more critical if there are tight tolerances or in high friction applications.
Measuring Surface Finish: Understanding the different finish Scales
There are several ways to quantify surface finish, but the most commonly used scales include:
- Ra (Roughness Average): This is the average of the absolute values of the surface height variations measured from the mean line. It is likely the most used roughness scale in North America and is typically measured in micrometers (µm) or microinches (µin).
- Rz (Mean Roughness Depth): Rz measures the average height difference between the five highest peaks and five deepest valleys over a specified sampling length. It offers a clearer picture of extremes of surface features.
- Rt (Total Roughness Height): Rt comes from the total height of the deepest valley to the highest peak over the sampling distance. This is used when the worst case scenario is what matters.
A metal fab shop will measure different surface finish scales based on what the drawings call for. Agan Ra is the most widely used scale.
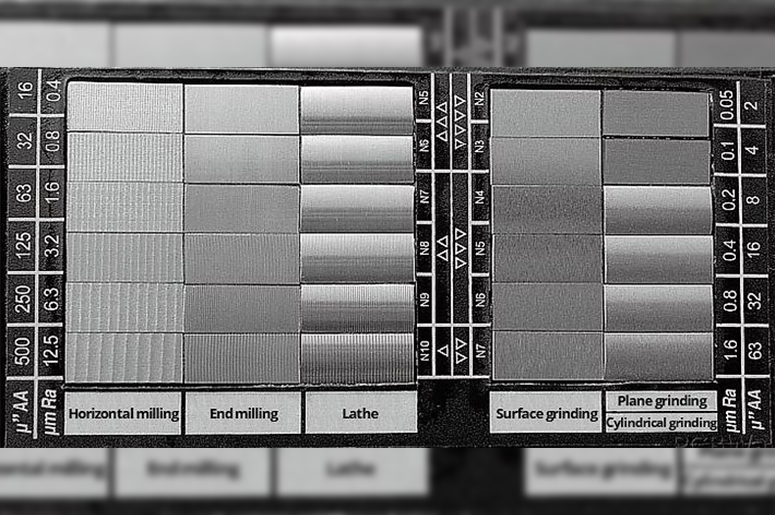
Different Machining Types and The Expected Surface Finishes for Them
Different machining approaches will yield different typical surface finishes. The finish is affected by cutting speed, feed rate, tooling and material type. The following is a quick overview of what to expect from some common operations:
1. Turning / Lathe Work
Turning operations on a lathe generally produce a spiral finish pattern. With common tooling and typical approach to the job, a surface finish of Ra 1.6 to 3.2 µm (63 to 125 µin) is the common result. With care and better tooling a surface finish as low as Ra 0.4 µm (16 µin) is possible.
2. Milling / Machining Centers
Milling produces a wide range of surface finishes. Typically a face mill provided a finer finish than an end. Even in end mills there is a wide variety of finishes. Typical face milling should yield a finish of Ra 1.6 to 6.3 µm (63 to 250 µin). Even with a tool of the same name difference in finish if you are hogging material or finishing. With care and the proper tooling, finishes as low as Ra 0.8 µm (32 µin) are achievable.
3. Grinding / Surface Grinding / Cylindrical Grinding
Grinding is the best option for many parts needing a fine surface finish while adding the benefit of its ability to hold extreme tolerances. Various grinding operations are often used to make high precision components. Depending on the grinding wheel and machine type, grinding can produce a surface finish ranging from Ra 0.1 to 1.6 µm (4 to 63 µin).
4. Drilling / Mill / Lathe / Drill
The surface finish of a drilled hole tends to be rougher than other options. Drills will have a typical finish in between Ra 3.2 to 12.5 µm (125 to 500 µin). If a finer surface finish is required than secondary operations may require reaming, boring, interpolated milling etc.
5. Reaming
Reaming may be used to improve the surface finish but typically is used to achieve a tighter tolerance on the hole size. Reaming commonly achieves finishes around Ra 0.8 to 3.2 µm (32 to 125 µin). It should be noted that remaining CRS (1018) can end up with a surface finish measuring higher than this is rougher.
6. Honing and Lapping
These extra fine finishing processes are used in high precision and high wear applications like engine cylinders or hydraulic cylinders. Honing will typically produce a surface of Ra 0.1 to 0.8 µm (4 to 32 µin), and lapping can go even still finer, getting to a surface finish of Ra 0.05 µm (2 µin) or better. These are both specialized processes.
Why Surface Finish Matters
For a metal fab shop, surface finish is how the customer communicates their needs for the components being made. Many drawings, if not majority of drawings do not have a surface finish on them. Typically, parts with a surface finish call out are more mission critical. Many drawings will have a surface finish that is quite easy to produce just to ensure something that was not run properly can not ship.
Customers will demand parts that meet tight surface finish tolerances. This is why it is essential for any metal fab shop to not only understand but also know how to control and verify surface finishes. Tools like profilometers, are most commonly used and these come with a certified set of test plates to verify them.