



When it comes to tube and pipe bending, choosing the best method for the job is integral to ensuring the structure, aesthetics, and function of the product. Rotary draw bending and compression bending are commonly used. Each has its own unique advantages and limitations. Understanding the differences can help you decide which is best for you.
Rotary Draw Tube Bending
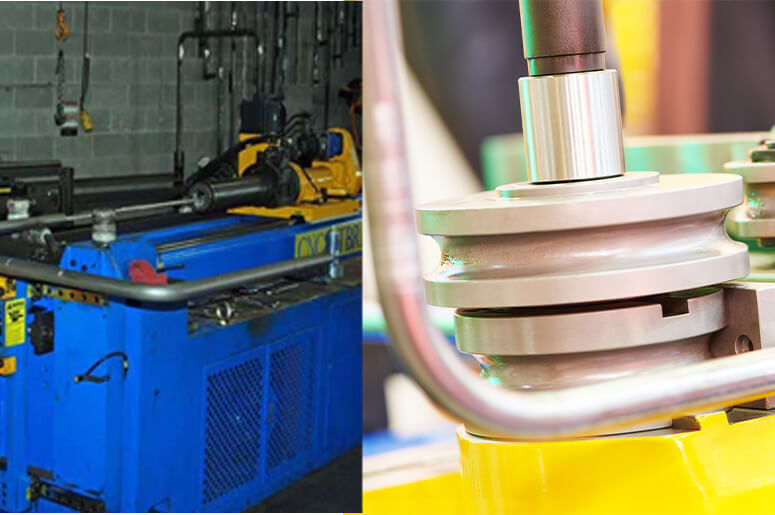
Rotary draw bending is precise and highly controlled. It involves clamping the tube and then drawing it around a die. This process shapes the tube to a specific radius. It typically includes a mandrel, wiper die, and pressure/follower die to prevent or limit deformation and maintain the tube’s shape. By combining these, the tube is encapsulated at the bend and supported internally.
Pros of Rotary Draw Bending
- High Precision: Rotary draw bending offers best-in-class control over the bend radius and angle. It’s the choice for projects requiring tight tolerances.
- Consistent Wall: With the use of all the dies and an internal mandrel, this method reduces or eliminates flattening and wrinkling.
- Capable of Tight Radii: Rotary draw bending can achieve tighter bends without significant deformation. The radius still needs to be large enough so the material may stretch without breaking.
- Ideal for Complex Geometries: It is superior for applications requiring multiple bends and different planes with accuracy.
- Suitable for Various Materials: It is used with steel, aluminum, copper, and stainless steel. It is used in both tube and pipe bending.
Cons of Rotary Draw Bending
- Equipment Cost: The machinery and tooling required for rotary draw bending tend to be more expensive.
- Slower Production Rates: Since rotary draw benders are generally CNC tube benders, they can make an unlimited number of different parts but are not as fast as a machine dedicated to one part, maybe.
Compression Bending
Compression bending is a basic process. The tube is clamped at one end while a bending die pushes against it to create the desired angle. The tube becomes compressed on the inside of the bend and stretches along the outside.
Pros of Compression Bending
- Lower Equipment Cost: In high-volume production, compression bending requires a simpler and usually less expensive machine.
- Faster Production Speeds: Being a dedicated machine or tool, it moves the tube less and can be faster as a result.
Cons of Compression Bending
- Less Precision: The lack of internal support means the tube is more likely to deform, producing inconsistent results.
- Limited to Larger Radii: Tight bends generally will have flattening and/or crinkling, making it a poor choice for projects requiring smaller radius bends.
- Not Suitable for Complex Designs: Compression bending is not well suited for intricate shapes or multiple bends with high accuracy.
- Hard to Adjust: The equipment used in compression bending is harder to adjust for changes in the tube. This is the primary cause of many of the above issues.
- Shape Limits: If you are not bending pipe or round tube, compression bending is not an option.
Choosing the Best Method for Your Project
The final decision between rotary draw bending and compression bending depends on your specific requirements. Consider the following:
- Precision and Accuracy Requirements
• If your project requires tight tolerances, consistent bend radii, and minimal deformation, rotary draw bending is the choice.
• If variations in bend accuracy are acceptable, compression bending may be cost-effective. - Tube Material and Wall Thickness
• Thin-walled and high-strength materials (like stainless steel) benefit from rotary draw bending because of its controlled shaping process.
• Larger open-tolerance radii may be bent with compression bending. - Bend Radius and Complexity
• For tight bends and complex geometry, rotary draw bending is the choice.
• For larger bends and gradual curves, in high-volume production, compression bending may be efficient. - Production Speed and Cost Considerations
• If high-volume open tolerance is required, compression bending may be the answer.
• If quality and precision are critical, rotary draw bending is worth the investment. - Aesthetic and Structural Requirements
• For aesthetic applications, rotary draw bending ensures a clean and consistent appearance.
• For less visually or structurally critical applications, compression bending may be sufficient.
Summary
For most applications, the clear choice is rotary draw tube bending. It offers greater precision, is capable of today’s tighter design radii bends, and produces a cleaner, higher quality bend. It typically does not rely on dedicated equipment and is offered by tube bending services like Seaborn Manufacturing.
Compression bending is viable for lower-tolerance jobs and simpler parts. Generally, it requires high production volumes and dedicated equipment. It can be more cost-effective if your parts are not critical.
Seaborn Manufacturing can assist you in evaluating your production tube and pipe bending needs.