Founded 1987, Seaborn Manufacturing has been a leader in precision manufacturing, offering expert aluminum and steel fabrication, CNC machining, and more.
A brake press is a wonderful piece of machinery capable of turning flat sheet metal into functional parts. Every fabrication shop like Seaborn Manufacturing relies on these work horses. There are several design considerations when looking to have parts fabricated using a break press.
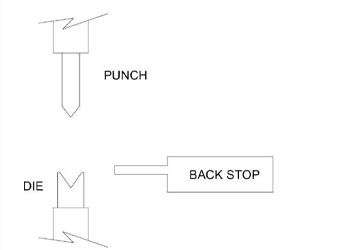
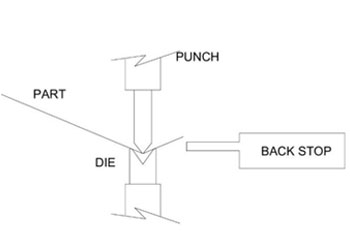
We are going to start with a basic overview of how a brake press works so as to better understand the issues and avoid problems. The ram carrying the punch with it comes down towards the flat sheet resting on the die.
Figure A
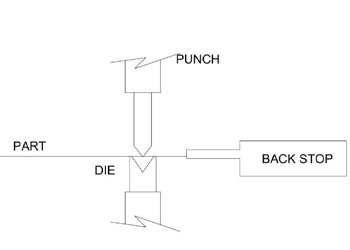
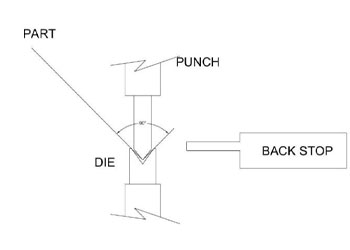
Figure B
As the ram travels down it forces the material into the die forming the part.
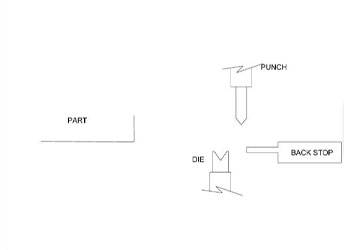
Figure C
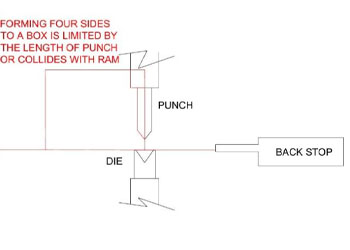
Figure D
The depth the punch goes down into the die determines the bend angle.
Figure E
Once the desired bend is achieved the ram retracts up and you have a formed part.
Simple enough but this is also where the problems begin. The first issue to keep in mind is spring back. When you form a piece of metal to say 90 degrees the fabricator has to bend the part in the press brake past 90 degrees typically any where from 87 to 60 degrees inclusive angle as when the punch rise and releases the part you can expect the part to “spring back” 3 to 6 degrees commonly and over 30 degrees on some alloys.
Your design should allow for die opening at a minimum of 6 times the material thickness (8 times is preferred). The material needs to remain supported on the top of die until full formed. This means the minimum return to ensure proper forming should be at least 6 times the material thickness. So if forming 0.125 material the recommended min return would be 0.75”.
Forming the sheet metal can deform features in the part. Holes and counter sinks at minimum should be 4 times material thickness plus the distance of the bend radius away from the center of the bend. Similarly, slots should be 8 times material thickness away from the center of the bend. Following these rules will help avoid distorting the part features. With a fabrication shop like Seaborn Manufacturing making thousands of different parts a year it is best if both designers and fabricator look to avoid these issues.
Limits on your returns. The back gauge on a typical press brake is about 750mm / 30”. This is the distance the back stop used for positioning the blank to be formed can travel away from the center line of the tooling. This limits how long a return can be on the back side away from the operator and still be controlled accurately for size.
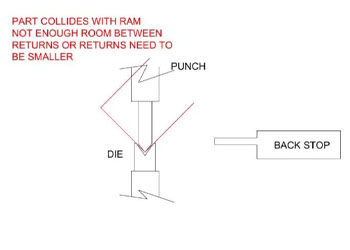
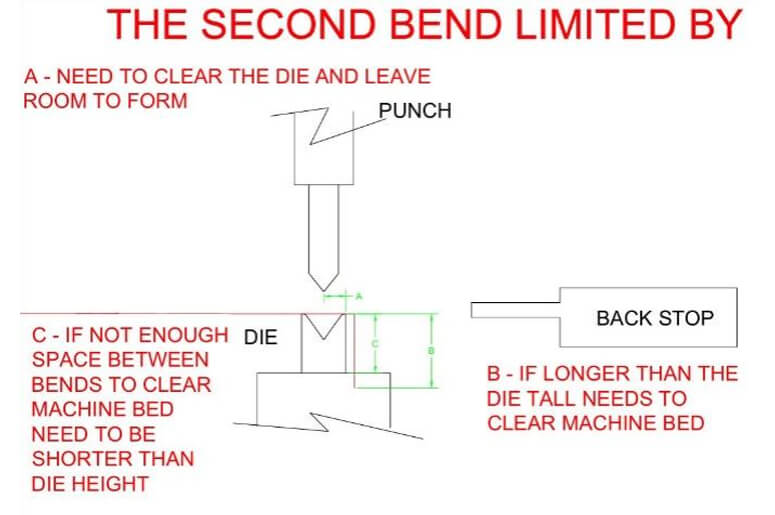
When making U shaped parts, boxes & z shaped parts collision with the ram is a consideration. The first bend has lot of design freedom but the bends that follow that have to take prior bends into consideration. See below figures F to H for some common issues that may occur;
Figure F
Figure G
Figure H
Not shown above but still an issue are when fillets and or chamfer extend into the bend area. These can generate irregular bends and even in some case force the parts to move irregularly and out of specification.
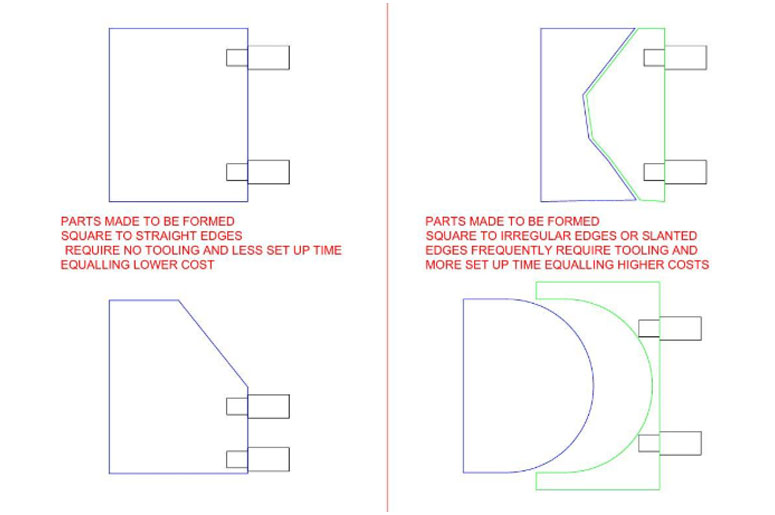
While we can deal with and often make parts with irregular edges and edges that are not parallel to the bend lines it does add cost. Frequently additional tooling is required to control the part. See figure I below
Figure I
Tolerancing a radius on a formed part add wide range of issues and can at best be challenging to prove.
While this at best is just an introduction to the issues a fabrication shop may expereince with forming parts with a Brake Press it does cover most frequent issues a fabrication shop sees.
For outstanding service and guidance, you can depend on Seaborn Manufacturing.